Direct from our ISO-certified facilities to global medical and industrial markets.
In the wake of a transformed global healthcare landscape, the demand for high-integrity Medical Examination Gloves has shifted from simple commodity purchasing to a strategic focus on supply chain resilience, material science, and rigorous compliance. As a leading China Medical Examination Gloves Manufacturer, Hubei Bloc Medical Products Co Ltd stands at the intersection of technological innovation and large-scale industrial efficiency.
The global medical gloves market, valued at billions of USD, is projected to sustain a CAGR of over 7% through 2030. This growth is driven by increasing hygiene awareness in emerging markets and the mandatory use of Personal Protective Equipment (PPE) in advanced clinical settings. Currently, the industry is witnessing a "Flight to Quality," where institutional buyers from the EU and North America prioritize manufacturers with ISO 13485:2016 and FDA Registration over low-cost, non-certified alternatives.
Technological trends are also reshaping the product lifecycle. From the development of biodegradable nitrile formulations to the integration of anti-microbial coatings, the "Examination Glove" is no longer just a barrier but a sophisticated medical device. Hubei Bloc has been at the forefront of these developments for over 20 years, ensuring our production lines evolve with scientific advancements.
Why choose a China-based exporter for medical gloves? The answer lies in the unmatched ecosystem efficiency found in Hubei Province. Hubei Bloc Medical Products operates three state-of-the-art facilities that leverage local raw material supply chains, specialized logistics hubs, and a highly trained workforce. This synergy allows us to maintain competitive pricing while meeting the volume requirements of industry giants like Cardinal Health and The Home Depot.
Our "Dust-Free" production environments (totaling 20,000m²) are designed to eliminate cross-contamination—a critical requirement for surgical and clinical grade PPE. By integrating automation in the packaging and dipping processes, we minimize human contact, ensuring zero hair and zero foreign substances in every shipment.
Modern procurement officers are not just looking for "gloves"; they are searching for "risk mitigation." Through our intent-mining research, we recognize that our clients value:
Building trust through transparent manufacturing and global authority.
Registered with U.S. FDA and CE (MDR 2017/745) compliant for global market entry.
3 modern production units in Hubei ensure uninterrupted supply and large-scale capacity.
Continuous innovation in nonwoven apparel and medical-grade polymers for superior protection.
Serving 50+ countries with established partners like Cardinal Health and Bunzl.
Strict quality control protocols guarantee zero foreign substances and 100% satisfaction.
Medical Examination Gloves and our broader PPE range are utilized across diverse localized environments:
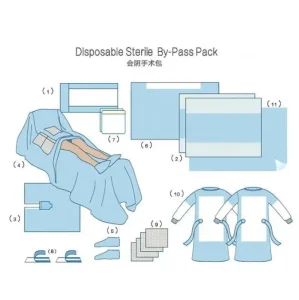
1. Clinical & Hospital Environments: From outpatient examinations to complex surgical procedures, our ISO 13485 certified products provide the essential barrier between medical staff and infectious agents. Our isolation gowns and surgical packs (C-section, dental) are staples in modern operating theaters.
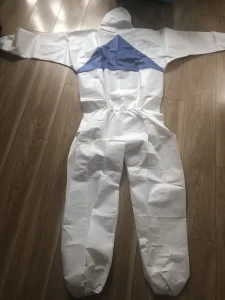
2. Industrial & Workshop Hygiene: In high-tech manufacturing and cleanrooms (ESD environments), contamination control is paramount. Our nonwoven bouffant caps and anti-static coveralls are engineered to protect both the worker and the sensitive electronics or pharmaceutical products being manufactured.
3. Food Processing & Service: In the food industry, "food contact safe" certifications are non-negotiable. Our PE aprons and disposable caps ensure that hygiene standards are maintained in large-scale food processing plants, preventing biological contamination in the global food supply chain.
4. Beauty & Wellness: Salon professionals rely on our durable gloves and caps for chemical protection during hair treatments and aesthetic procedures, blending comfort with professional-grade safety.

As a responsible China Medical Examination Gloves Manufacturer, we recognize the environmental impact of disposable PPE. Hubei Bloc is actively researching Eco-friendly materials and optimizing our manufacturing energy footprint. By reducing waste in our 20,000m² facility and utilizing recyclable packaging materials where possible, we help our global partners meet their ESG (Environmental, Social, and Governance) targets.
Addressing the core concerns of global procurement managers.
Complete your safety inventory with our high-quality medical apparel.
Authoritative Conclusion: Choosing a Top China Medical Examination Gloves Manufacturer & Exporter involves evaluating more than just unit cost. It requires a partner with documented Experience, Expertise, Authoritativeness, and Trustworthiness (E-E-A-T). With over two decades of operation, Hubei Bloc Medical Products Co Ltd continues to redefine the standards of the PPE industry through relentless focus on quality control and global compliance. Whether you are a distributor for medical systems or a procurement officer for industrial safety, our integrated manufacturing solutions provide the reliability your operations demand.