In an era where global safety standards are paramount, Hubei Bloc Medical Products Co Ltd stands as a beacon of reliability and technical innovation. With over 20 years of expertise, we have evolved from a specialized nonwoven apparel factory into a global leader in protective solutions. Our mission is underpinned by a commitment to the E-E-A-T principle: Experience in material science, Expertise in high-precision manufacturing, Authoritative certifications (CE, FDA, ISO), and Trustworthiness through a zero-defect quality guarantee.
Operating three modern production facilities in Hubei Province, we leverage vertical integration to control every aspect of the supply chain. From raw material sourcing (PP, SMS, Microporous film) to the final ultrasonic welding of seams, our processes are optimized for the Medical Device Regulation (EU) 2017/745 and FDA registration standards. Our partnership with industry titans like Cardinal Health and The Home Depot validates our capacity to handle large-scale, mission-critical procurement.
We guarantee 100% satisfaction, ensuring zero foreign substances and zero hair in our products, a critical requirement for Grade A cleanrooms and high-risk surgical environments.

The global protective apparel market is undergoing a seismic shift driven by "Information Gain" and material science breakthroughs. Traditional single-layer fabrics are being replaced by multi-layer laminates that balance viral protection with wearer comfort. As a leading CE Certified Coveralls Factory, we are at the forefront of these three major trends:
Modern procurement demands high Moisture Vapor Transmission Rates (MVTR). Workers in cleanrooms or heavy industrial plants require suits that prevent heat stress while maintaining a barrier against Type 5/6 hazardous dust and liquid splashes. Our new microporous laminates offer superior breathability without compromising microbial filtration.
The PPE industry is moving toward eco-friendly solutions. We are researching recyclable polypropylene and bio-based nonwovens to reduce the carbon footprint of disposable garments. Our commitment to sustainability aligns with the ESG goals of our Fortune 500 clients.
The future involves "Smart" coveralls integrated with RFID for inventory tracking and sensors for detecting hazardous exposure. Our technical roadmap includes the pilot testing of garment-embedded tracking for large-scale industrial site safety management.
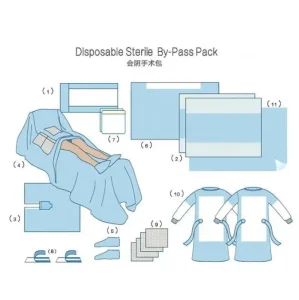
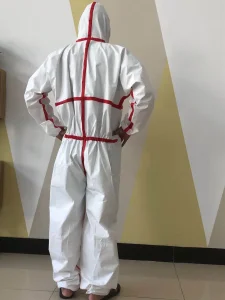
In high-risk medical settings, our AAMI Level 3/4 gowns and CE-certified coveralls provide a definitive barrier against blood-borne pathogens. Our compliance with ISO 13485:2016 ensures that every stitch meets clinical safety requirements.
Cleanroom environments (ISO Class 5-8) require lint-free, anti-static apparel. Our ESD-protected garments prevent electrostatic discharge, protecting sensitive electronic components while ensuring no particulate contamination.
Our HACCP-compliant nonwoven caps, aprons, and shoe covers ensure zero contamination. We understand that in the food industry, a single loose hair can cost millions in recalls; thus, our "Zero Foreign Substance" policy is non-negotiable.
For global enterprises, procurement isn't just about price—it's about supply chain resilience. Hubei Bloc Medical provides localized support through flexible OEM/ODM agreements. We mitigate geopolitical risks by maintaining high-capacity production across three separate facilities, ensuring a steady flow of 300+ 40HQ containers annually even during global logistics fluctuations.
We address the critical questions asked by procurement directors and safety officers worldwide.