Advanced Material Science Meeting Modern Industrial Challenges
The global market for chemical resistant suits is currently experiencing a paradigm shift. With more stringent occupational health and safety regulations (OSHA, EU-PPE Regulation) and the rapid growth of the pharmaceutical and petrochemical industries, the demand for specialized protective apparel has reached an all-time high. In 2024, safety is no longer just a checkbox; it is a critical component of operational efficiency and employee well-being.
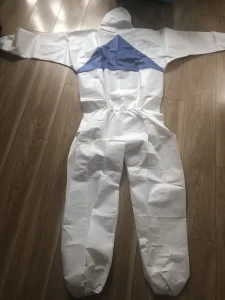
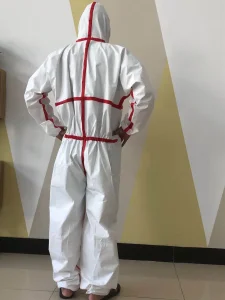
Transitioning from basic polyethylene barriers to multi-layer composite films and microporous fabrics that offer Type 3/4/5/6 protection while maintaining breathability.
The industry trend is moving toward "Smart Suits" equipped with sensors for heat stress monitoring and real-time chemical permeation detection.
Global enterprises are demanding eco-friendly, recyclable, or biodegradable materials to align with corporate ESG (Environmental, Social, and Governance) goals.
For procurement managers at Fortune 500 companies, the focus has shifted from "lowest cost" to "reliability and compliance." In an era of supply chain fragility, having a trusted OEM partner in China—one with a proven track record and international certifications—is essential for mitigating risk.
From Lab Research to Heavy Chemical Engineering
High-barrier suits for chemotherapy preparation and viral handling. Compliance with ISO 13485 ensures medical-grade safety for hospital staff.
Flame retardant and chemical resistant properties combined to protect against hydrocarbon splashes and volatile organic compounds.
Durable PVC and Type 3/4 suits designed for high-pressure tank cleaning and hazardous waste management in urban environments.
Optimized for pesticide and herbicide spraying, balancing liquid-tight seals with ergonomic comfort for agricultural workers.
Anti-static (ESD) integrated garments that prevent particle contamination while protecting the wearer from cleaning chemicals.
Gas-tight (Type 1) and CBRN suits for first responders dealing with hazmat spills and unknown chemical threats.
A Legacy of Quality, Expertise, and Global Reliability
With over 20 years of expertise in providing high-quality hygiene solutions for a wide range of industries, Hubei Bloc Medical Products Co Ltd has built a strong reputation for manufacturing nonwoven apparel, face masks, and CPE/PE shoe covers. We specialize in offering top-tier products at competitive prices, ensuring superior customer service in sectors such as Medical, Cleanroom, Food Processing, and Beauty Salon industries.
As a trusted supplier, we are proud to hold CE certifications, and our medical clothing and face masks comply with the Medical Device Regulation (EU) 2017/745. Furthermore, we are a registered supplier of the U.S. Food and Drug Administration (FDA), reflecting our commitment to adhering to the highest global standards.

We are dedicated to delivering exceptional personal protective equipment (PPE) and hygiene solutions, with a focus on innovation and responsiveness to customer needs. Our goal is to become one of the largest OEM/ODM manufacturers in China, continuing to expand our global reach.
Our company has achieved impressive sales, shipping over 300 x 40HQ containers annually to more than 50 international customers, including industry leaders like Cardinal Health, Bunzl, and The Home Depot.
Our commitment to quality is evident in our certifications: ISO 9001:2015, ISO 13485:2016, and CE. We ensure zero foreign substances and zero hair in our products through stringent dust-free environments.
The Advantage of Scale, Speed, and Customization
Choosing Hubei Bloc as your manufacturing partner in China provides several strategic advantages:
Join hundreds of global leaders who trust Hubei Bloc for high-performance chemical resistant suits and PPE solutions. Experience the difference of 20 years of manufacturing excellence.
Hubei Bloc Medical Products Co Ltd – Your Partner in Global Protection.